Project Description
We have completed another industrial refrigeration retrofit and optimization project at Erb Transportation warehouse in Baden, Ontario.
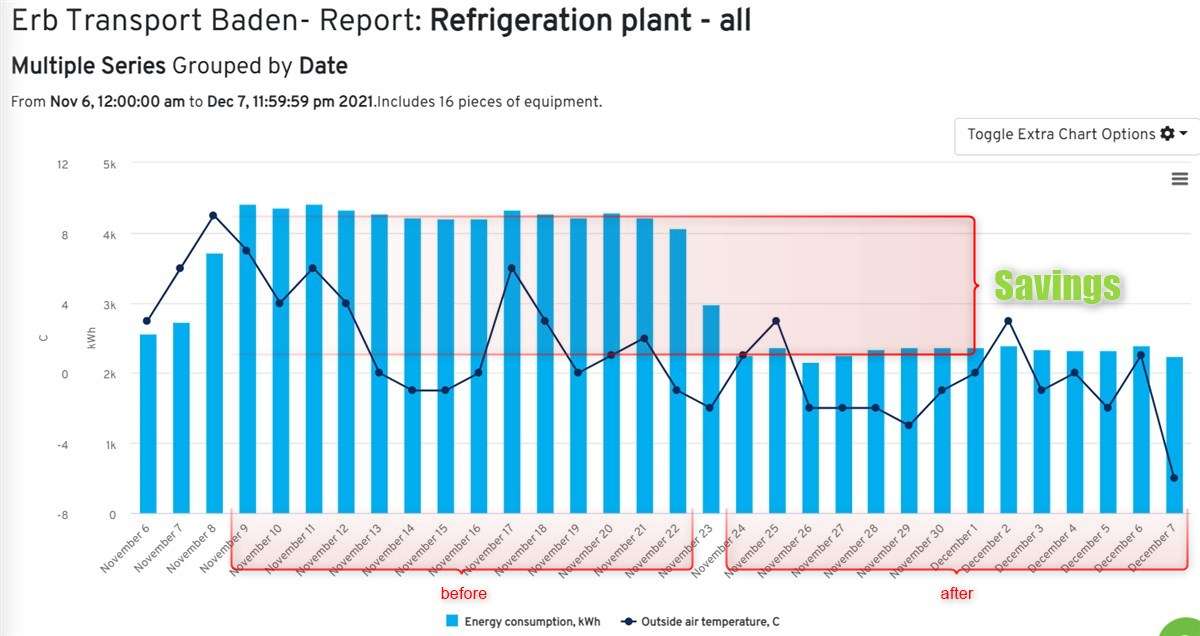
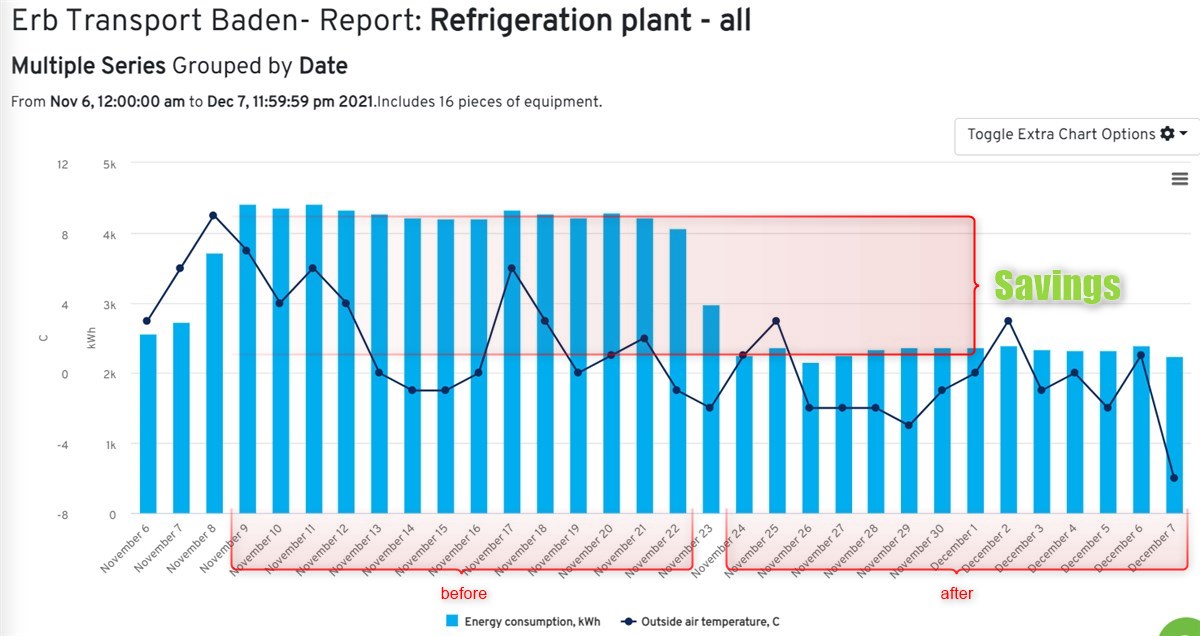
Annual energy savings for the whole refrigeration plant are estimated at 41%.
This time GreenQ worked under project management of Arcadian Projects and in cooperation with Davis Energy. Our contribution to the project was a complex optimisation of a 3-compressor ammonia refrigeration plant and M&V of the project. Davis Energy retrofitted evaporator motors, while Arcadian implemented metering system along with managing the project.
Working in close contact with enthusiastic facility maintenance manager GreenQ has optimized equipment settings and operational procedures to massively reduce energy consumption while keeping operational performance. Refrigerated warehouse now runs the same operations with one compressor turned off and another working significantly less during most part of the year.
Major part of the 745MWh of estimated annual energy savings comes from reduction in compressor use.
In the project we relied on the same approach as in the prior project completed at Bank Brothers’ manufacturing plant in Brampton: in industrial refrigeration the same results can be achieved by making compressors work less and condensers more. The difference is massive energy savings.
M&V challenge and solution
To meet deadlines this project had to approach M&V creatively, in a good way. While baseline had to be created during cold period of the year due to the nature of changes, project started in July and had to be completed by December to meet deadline for incentives.
In a standard scenario we first collect data for the baseline and then start retrofit and optimization. In this project if we have waited till October to collect data during cold weather, we would have no time to implement retrofit and optimization without risking stability of client’s operations. To overcome this obstacle project team decided to implement all retrofit and optimization while it was warm, then return refrigeration plant to pre-project conditions to collect baseline data and after that re-introduce optimized conditions to collect post-project data.
This plan required an extra step to work. By October all evaporator motors were retrofitted, and we could not possibly make them work like old motors. To account for the difference in performance, we applied what IPMVP calls a non-routine adjustment – replaced consumption of post retrofit motors by consumption of their predecessors. Evaporator motors at this plant are not modulated and used to run 24/7 (except defrosting time). We had enough data from pre-retrofit period to borrow from.
Results of this project and our estimate of annual savings have been meticulously reviewed by IESO technical specialists and approved as submitted.

Can more energy savings be achieved?
In our estimate another 15% of annual energy savings can be achieved using the same approach more aggressively, which we could not do without automation due to risk to operations. Installation of PLC-based controls will eliminate risk to operation and allow more savings with the same core machinery – ammonia compressors, condensers and evaporators.